
Language
Product Search
Language
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

Company News
DMAIC - Facilitating Continuous Quality Improvement of Machined Parts
2025-09-19Adhering to the company's quality policy and management philosophy of "Satisfy Oneself, Satisfy Customers, Be Honest and Trustworthy, and Strive for Excellence", we continuously provide customers with products of higher cost - effectiveness and more stable quality. Recently, in the machining workshop, there has been a phenomenon where the key dimensions or geometric tolerances of some key processes are unstable after processing and fail to meet the 6 - Sigma control requirements. The company's management attaches great importance to this and has promoted the workshop to set up a workshop quality improvement task force. This task force consists of leaders from relevant departments, relevant engineers, team leaders and front - line production employees. By using the DMAIC method of 6 - Sigma improvement, a comprehensive quality improvement campaign has been launched. Through a series of improvement activities such as background investigation, data collection, problem summary, cause analysis, and formulation of short - term and long - term improvement measures, the quality improvement work has been fully carried out. This improvement activity has comprehensively enhanced the practical ability of grass - roots managers and employees in understanding, applying and promoting the 6 - Sigma improvement tools in a parallel manner. It helps to reduce the variation and fluctuation of the quality characteristics of machined parts, thereby improving the overall manufacturing quality of motors and helping to provide customers with better - quality products.
The DMAIC improvement process includes five phases: Define, Measure, Analyze, Improve, and Control. These five phases constitute a full - process quality improvement method, and each phase consists of several work steps. The following is a brief description of the improvement of the problem that the coaxiality of the front and rear bearing chambers and the runout of the assembly end face are unstable after the assembly of the double - supported machine base and the bearing chamber assembly:
01 Define
The relevant members of the team held a special quality improvement meeting and used brainstorming to define the team's improvement goals:
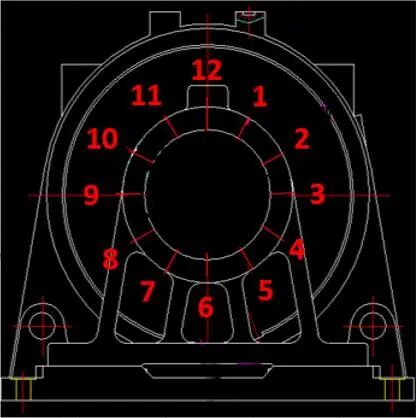
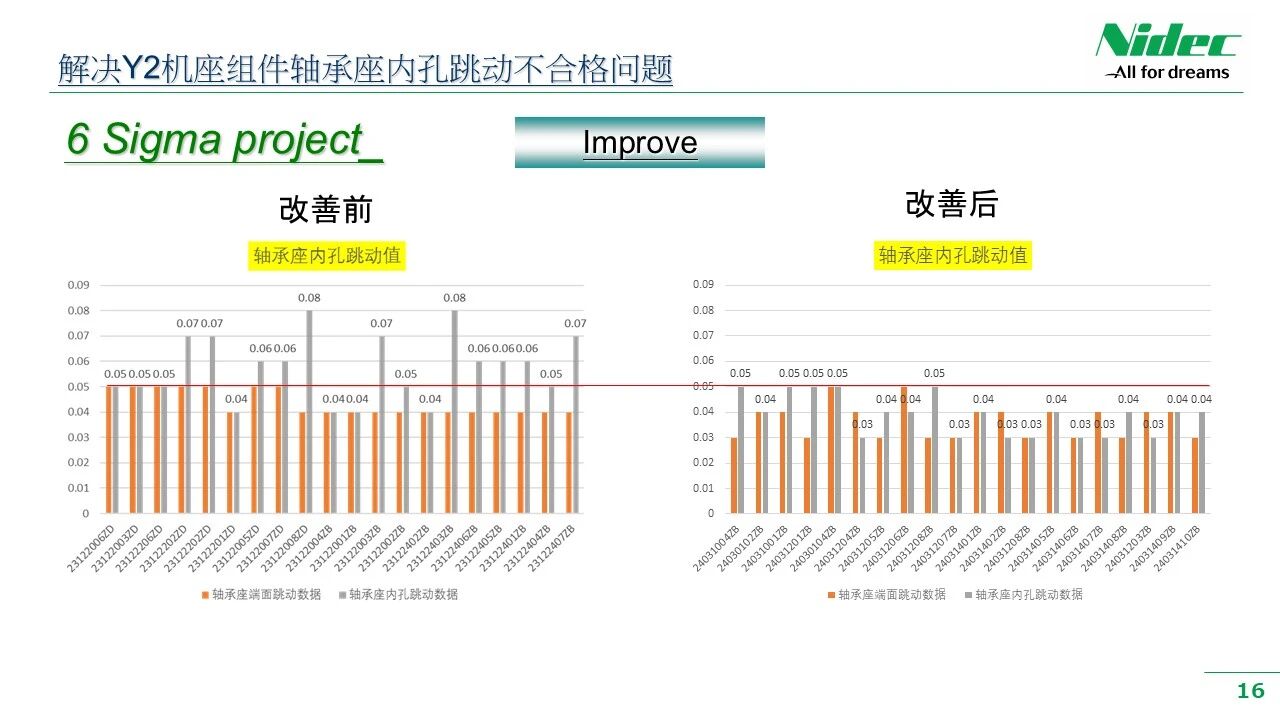
• a) Problem: The coaxiality of the fine - machined inner hole of the bearing seat of the double - supported machine base assembly is unstable. After assembly, it will cause the runout of the bearing chamber of the whole machine base to exceed the tolerance, which does not meet the drawing requirements.
• b) Improvement Goal: The defect rate is less than 200 PPM, and the runout of the bearing chamber is less than 0.05 mm.

02 Measure
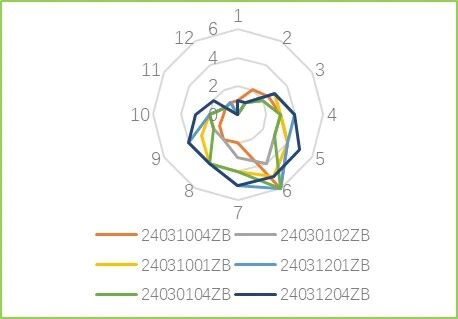
The improvement team designed a table of quality - influencing parameters related to the machining process. According to this table, the operators of the corresponding processes collected data, including process and process decomposition, cutting parameter settings, key parameter settings of tooling and fixtures, positioning and clamping force settings and other related parameters. After the data collection is completed, a radar chart is used to make an objective evaluation of the effectiveness of the current measurement system.
• a. Define Evaluation Parameters
Using the cause - and - effect fishbone diagram for brainstorming, list the possible cause - influencing factors in 5M2E (Man, Machine, Material, Method, Measurement, Environment, Energy) and collect source data in the form of a list. For example, the correlation between clamping force and deformation, the correlation between machine tool speed and cutting parameter settings, and the accuracy parameters of the machine tool.
• b. Collect Data
After confirming the key quality characteristics and key process output variables, find out the key process input variables. The process engineer guides the employees to collect data.
• c. Evaluate Measured Data
Based on the source data collected from the key process variables, calculate statistical data such as the mean, variance, and standard deviation. Draw a Pareto chart, X/R control chart or radar chart for further analysis. For example, through the data radar chart, we can see that the runout of the inner hole of the bearing seat of the machine base assembly is caused by the deformation of the inner hole of the bearing seat. Based on this conclusion, we can analyze the causes in a targeted manner.
03 Analyze
The team uses analysis tools such as PFMEA (Process Failure Mode and Effects Analysis) and fishbone diagrams to conduct in - depth cause analysis on the collected data and find the root cause. This includes identifying the distribution of data, change trends, identifying outliers, analyzing the relationship between process variables, and determining the root causes of potential problems. By establishing the connection between problems and causes, the team can form a deep understanding of the nature of the problem and lay a foundation for formulating effective solutions. For example, through the analysis of the radar chart of the runout data of the inner hole of the bearing seat, we can conclude that the causes of this problem include the influence of machining rigidity and machining centrifugal force on the runout. According to the DOE (Design of Experiments) principle, an improvement plan is designed to verify whether the cause hypothesis is valid, and then the root cause is found.
04 Improve
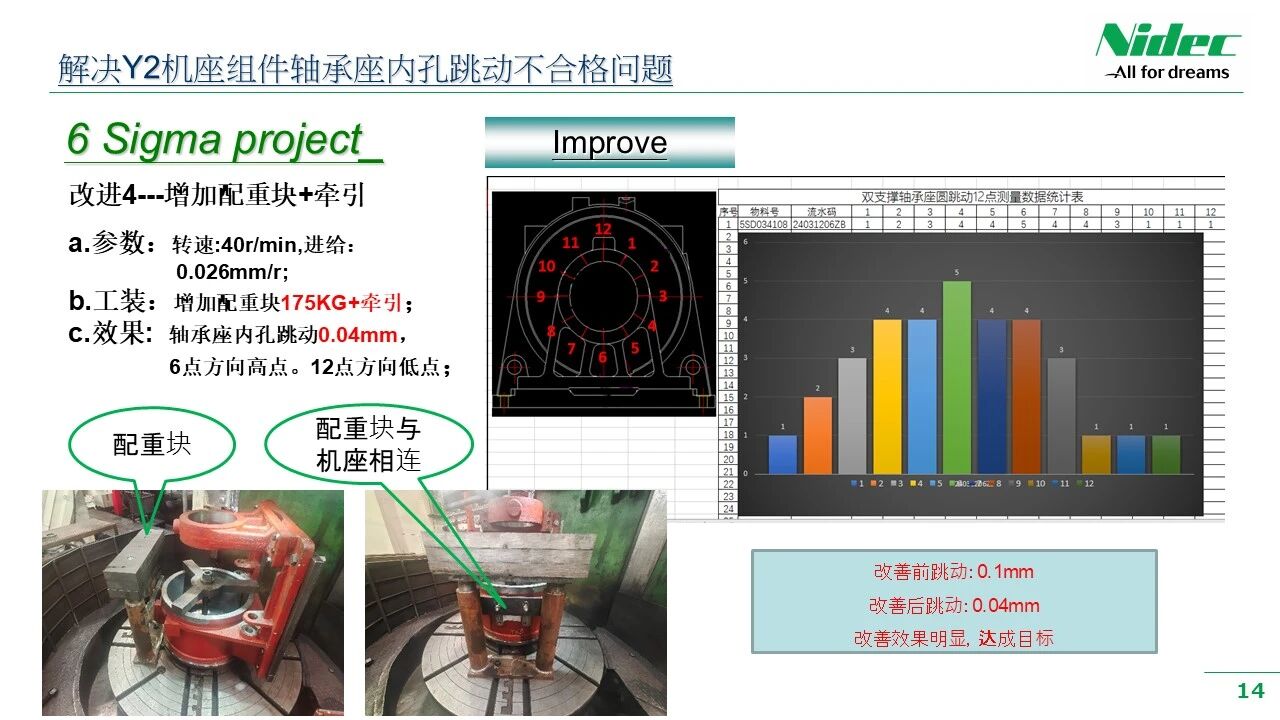
Based on the results of analysis and verification, the team proposes and implements targeted solutions. This may involve process optimization, technology upgrading, operation improvement and other aspects. It is important that the team needs to verify the effectiveness of the solutions to ensure that they can produce the expected results in actual operation. Once the verification is successful, the team will update the process description and operation methods to ensure that the new solutions can be standardized and the improvement results can be promoted throughout the machining process. For example, when solving the runout problem of the Y2 series machine base assembly, our team proposed targeted solutions based on the results analyzed in the Analyze phase. These solutions include adding support points at the suspended position of the bearing seat, adding steel plates at the feet of the machine base to enhance rigidity, and adding counterweights opposite the feet of the machine base. Then, trial processing verifications were carried out one by one to confirm that the processing verification data met the team's expected goals, and finally an effective solution was found.
05 Control
The Control phase is the final link of the DMAIC method and is also the key to ensuring the sustainability of the improvement results. In this phase, the team will formulate and implement a control plan, including process monitoring, abnormal handling and continuous improvement. By regularly monitoring the process performance and adjusting the control strategy, the team can ensure that the process is always in a controlled state and prevent the problem from recurring.
Through the specific application of the Six Sigma DMAIC improvement tool in multiple improvement teams of the machining workshop, the awareness and practical ability of all employees to continuously use this tool to improve the process quality have been improved. It has stimulated the innovation and improvement vitality of all employees in the workshop, promoted the extensive and in - depth application of the DMAIC method in future improvement projects, greatly enhanced the ability of all employees in the machining workshop to analyze and solve quality abnormal problems, and enabled employees to find the fun of learning, practicing and enjoying the improvement results in the improvement process.
News Recommendations

Meeting "Ni" | Nideco Elevator Components Make Debut at 2026 China International Elevator Exhibition
2026-06-20
Nidec Elevator Components Guangde Co., Ltd. Grandly Opens, Empowering Global Intelligent Manufacturing Upgrade for Core Elevator Components
2026-06-20
New Opportunities on the Silk Road: Exploring Kazakhstan's Elevator Market
2026-06-20
Nidec Ultra-Thin Machine Retrofit Solution
2026-03-21
The modular single teeth winding for stator,sets a new standard for high-efficient production
2026-03-02