
Language
Product Search
Language
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

Company News
Full Implementation of VSM Improvement to Facilitate In-depth Lean Production
2025-09-29After comprehensive lean training for all staff, the operation team of Nidec KDS Elevator Motors adopted VSM (Value Stream Mapping) as the core tool to launch improvements in the manufacturing process. "VSM", or Value Stream Mapping, is designed to identify and reduce waste in production, helping us establish a framework-based mindset and clear action directions for subsequent improvements.

As the saying goes, "A long journey begins with small steps, and a vast river originates from tiny streams." After completing phased VSM training, the practical implementation finally kicked off!
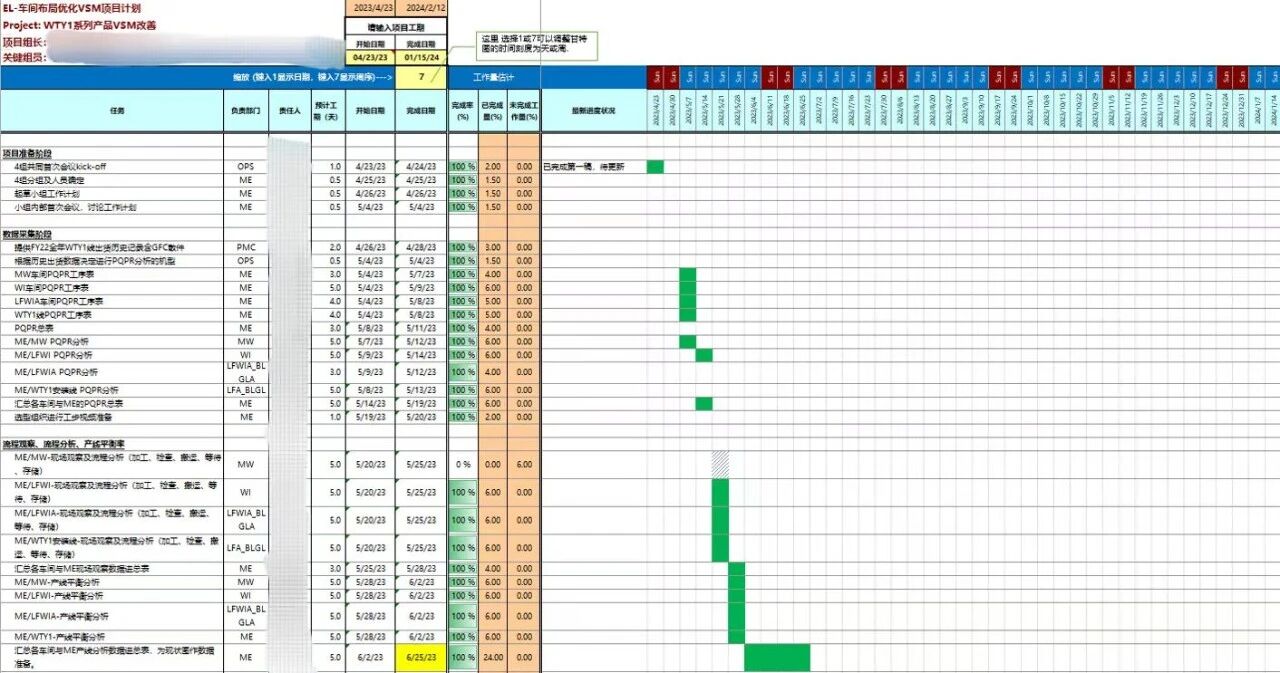
1. Project Planning
First, considering the long cycle of project promotion and the goal of better demonstrating improvement benefits, the team was divided into 4 groups by product family, covering all existing product series of KDS. Each project group selected typical products within the corresponding product family, conducted in-depth analysis of their entire process, and formulated a project promotion plan.
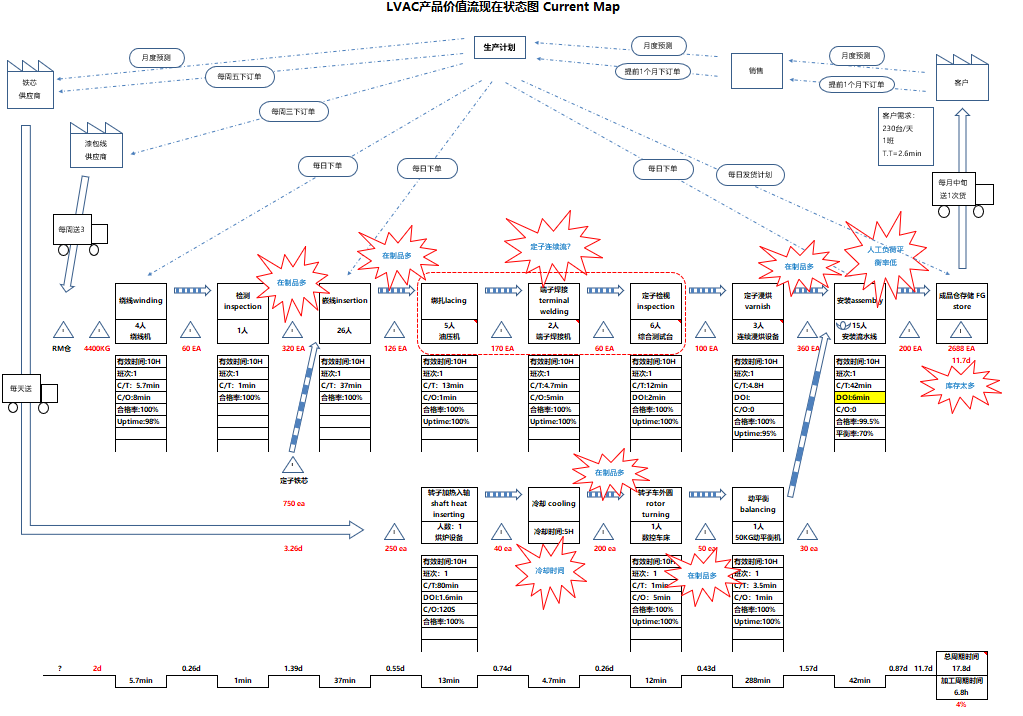
2. VSM Analysis
Cross-departmental improvement teams were established and assigned roles based on the key focuses of Value Stream Mapping. The PMC (Production & Material Control) and Production departments were responsible for collecting information flow data, while the ME (Manufacturing Engineering) department handled material flow data collection. Together, they mapped out the current-state Value Stream Map.
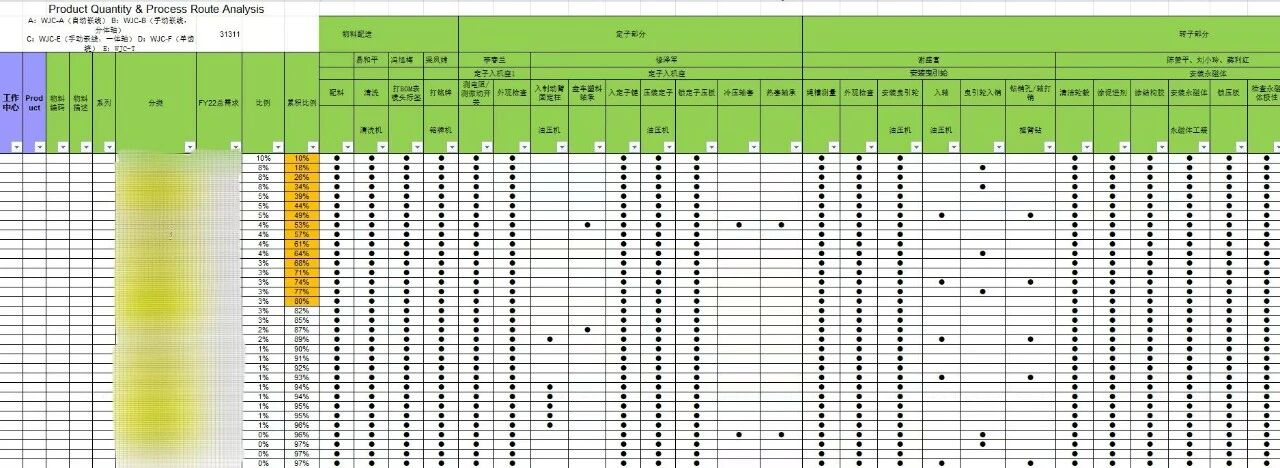
3. PQPR Analysis
Through PQPR (Product Quantity Process Routing) analysis, the team identified process differences among various products, classified the products, and arranged production lines rationally to improve production efficiency.
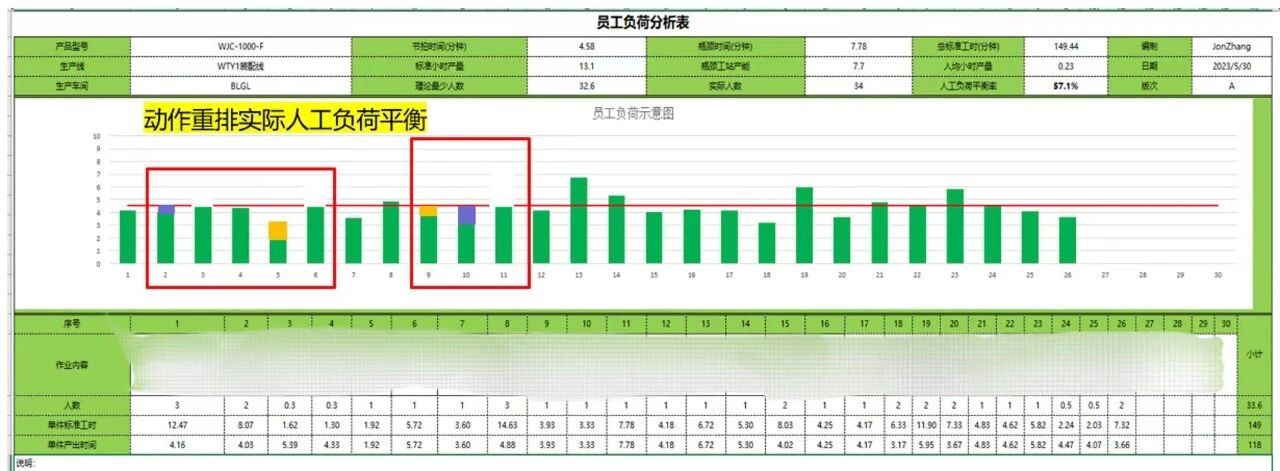
4. Employee Workload Analysis
Combining the Value Stream Maps and current-state maps of key analyzed machine models, as well as the six principles of lean value streams (creating flow, shortening lead time, reducing waste, lowering inventory, improving personnel utilization, and enhancing space utilization), the team identified improvement opportunities through preliminary VSM analysis.
Employee workload rate is a fundamental element in capacity improvement. Due to inconsistent cycle times between processes, actual output was relatively low. Leveraging experience accumulated from previous line balancing improvements, the ME department took the lead in driving initiatives to increase the workload balance rate of production line employees. By applying the ECRS principle (Eliminate, Combine, Rearrange, Simplify) to optimize processes, the employee workload balance rate reached over 82%.
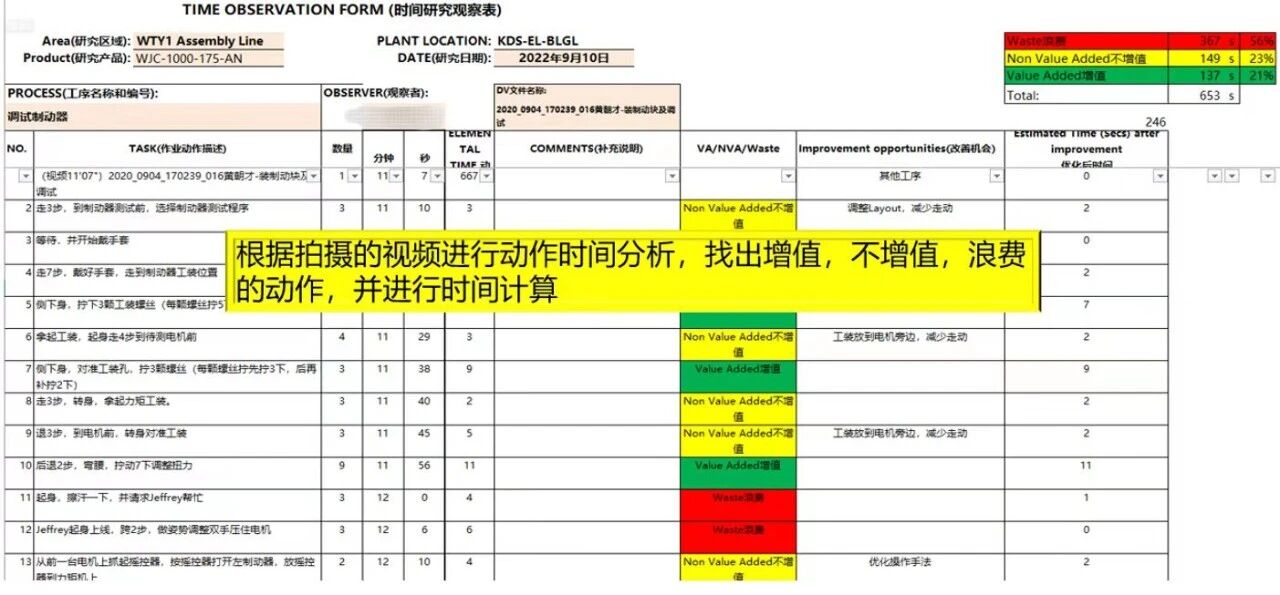
5. Time Analysis
As the earliest systematic improvement tool introduced internally, time analysis has accumulated solid improvement experience. It also played a pioneering role in the overall VSM improvement drive—serving as both a continuation of previous improvements and a link to subsequent project-specific improvements. The improvement teams assigned dedicated personnel to film employees’ operations at each process in accordance with standard working hour principles. Team members and even frontline employees jointly reviewed the videos repeatedly, decomposed and analyzed work movements, and conducted collective brainstorming to identify improvement opportunities and propose suggestions, ultimately formulating an improvement plan.
6. Mapping the Future-State Value Stream Map and Striving for Its Realization
Based on the teams’ analysis results and improvement goals, after confirming the improvement directions and plans, the corresponding future-state Value Stream Map was drawn. Guided by the improvement plan derived from time analysis, the team actively promoted and tracked the implementation of all improvement tasks, and reviewed the improvement progress and results in weekly meetings.
After implementing this series of improvement actions and optimizing the value stream, the workshop efficiency increased by 15% and working hours decreased by 10%. We will continue to pursue improvements to further enhance workshop efficiency.
The purpose of VSM improvement is to establish an overall continuous flow for pull production, comprehensively eliminate waste, and minimize it to the greatest extent. This is not a one-time activity—waste in the factory is ubiquitous, and there is no end to improvement. We will summarize insights from every bit of improvement practice, expand from specific points to the broader picture, draw inferences from one another to identify more improvement opportunities, and use systematic learning as guidance to clarify goals and forge ahead. It requires team members to consolidate the foundation, collaborate on improvements, and continuously enhance the company’s competitiveness, ultimately helping customers achieve success!
News Recommendations

Meeting "Ni" | Nideco Elevator Components Make Debut at 2026 China International Elevator Exhibition
2026-06-20
Nidec Elevator Components Guangde Co., Ltd. Grandly Opens, Empowering Global Intelligent Manufacturing Upgrade for Core Elevator Components
2026-06-20
New Opportunities on the Silk Road: Exploring Kazakhstan's Elevator Market
2026-06-20
Nidec Ultra-Thin Machine Retrofit Solution
2026-03-21
The modular single teeth winding for stator,sets a new standard for high-efficient production
2026-03-02