
Language
Product Search
Language
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

Company News
Traction Machine Selection and Frame Design for Old Elevator Renovation
2025-08-29
1. Background of Old Elevator Renovation
With the rapid development of China's real estate market, the number of elevators in service has increased significantly. Over time, many old elevators have exceeded their service life, facing problems such as equipment aging, declining safety performance, low operating efficiency, and frequent malfunctions, which bring great inconvenience to residents' lives. Renovating old elevators not only improves their safety and reliability, enhances the riding experience, but also boosts the overall value of buildings. Data from the China Elevator Association also shows that the country's existing elevators are gradually entering the replacement cycle; a large number of old elevators require renewal and renovation every year, and this trend will continue.
Elevator modernization is not a simple repair, but a realization of elevator modernization or replacement. It specifically includes:
• Compliance with the latest safety standards to greatly improve the safety and stability of elevators. For example, adding upward overspeed protection and car unintended movement protection functions.
• Enhanced car comfort: The new system adopts inverter drive to reduce the impact when the elevator starts and stops, making the ride more comfortable.
• Low noise: The use of gearless traction machines eliminates gearbox noise; the adoption of variable frequency drive reduces noise during low-speed operation.
• Energy conservation and environmental protection: Permanent magnet synchronous gearless traction machines use variable frequency drive, achieving better energy-saving effects. Moreover, they do not use gearbox lubricating oil, making them more environmentally friendly.
• Improved operating efficiency and building quality: Elevator renovation enhances its reliability, and the application of more advanced control technologies such as group control significantly improves the operating efficiency of elevators.
2. Discussion on Influencing Factors of Renovation Design
As the core power equipment of an elevator, the traction machine directly affects the elevator's operating performance, safety, and comfort. The frame provides stable support for the traction machine to ensure its normal operation. Therefore, traction machine selection and frame renovation design are key links in old elevator renovation.
In the selection of traction machines and the design of frame renovation, the following three main influencing factors are generally considered: traction machine type, suspension ratio, and traction sheave diameter.
2.1 Traction Machine Type
Whether to replace a geared traction machine with a gearless one requires comprehensive analysis based on their respective characteristics.
Characteristics of Geared Traction Machines:
• Strong compatibility: The new geared traction machine is highly compatible with many components of the original elevator, eliminating the need for large-scale mechanical and electrical structural modifications.
• Low installation difficulty: Since there is no need for large-scale transformation of building structures such as machine rooms and hoistways, the construction and installation costs during the renovation process can be effectively controlled.
• Low reliability and high maintenance workload: Geared traction machines have complex mechanical structures such as gearboxes, so the transmission system is prone to failures (e.g., gear wear, breakage, poor meshing). Regular inspections of wear conditions and lubricating oil addition are required to ensure their normal operation.
• Comprehensive cost evaluation required: Geared traction machines are usually cheaper, but rope grippers need to be added to meet the requirements of upward overspeed protection and car unintended movement protection.

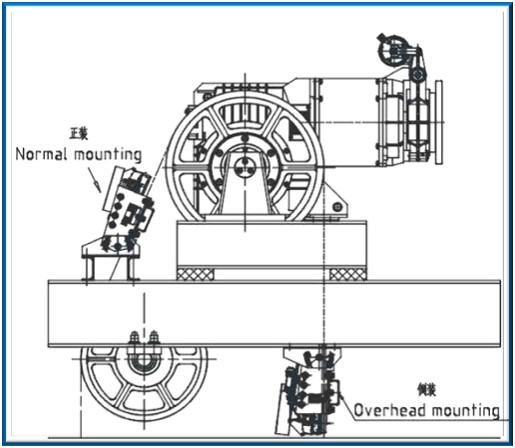
Diagram of Rope Gripper
Characteristics of Permanent Magnet Synchronous Gearless Traction Machines:
• Low energy consumption: Permanent magnet synchronous gearless traction machines have no intermediate transmission links such as gearboxes, reducing energy loss during energy transmission. Compared with traditional geared drive systems, under the same load and operating conditions, their energy consumption is significantly reduced, achieving an energy saving of approximately 30% - 45%.
• Stable operation: The use of permanent magnet synchronous gearless traction machines requires simultaneous replacement of the control system. This system uses inverter drive and realizes vector control through the position signal of the encoder, resulting in small torque ripple and stable speed. It provides stable operating power for the elevator, reduces vibration and jolting during the elevator's operation, and improves riding comfort. At the same time, it has fast and accurate dynamic response and strong adaptability to load changes, ensuring the elevator maintains a good speed curve and leveling accuracy under different load conditions.
• Low noise: Due to the absence of noise generated by gear meshing and high-speed rotation, as well as the optimized design of the motor itself, the noise of permanent magnet synchronous gearless traction machines during operation is significantly lower than that of geared traction machines. This advantage is particularly prominent during low-speed operation, creating a quiet operating environment for the elevator and reducing noise interference to the surrounding environment.
• Small size and light weight: The compact structure of permanent magnet synchronous gearless traction machines (with gearboxes removed) greatly reduces the overall size and weight of the motor. For elevator equipment, this not only saves installation space but also reduces the load-bearing burden of the building.

Permanent Magnet Synchronous Gearless Traction Machine
2.2 Suspension Ratio
Generally, the suspension ratio remains unchanged during elevator renovation. From the perspective of design and installation, there is no need for complex work related to changing the suspension ratio, which reduces the investment of manpower and materials in the renovation process and lowers the renovation cost.
• Impact on building structure: An unchanged suspension ratio means minimal changes to the elevator’s overall layout and stress conditions. The machine room structure can remain basically unchanged, without the need to modify the load-bearing capacity of the machine room or conduct renovations such as drilling holes in the machine room floor. For example, in some old buildings, the structural integrity of machine rooms and hoistways is already relatively weak; re-drilling holes may require cutting the steel bars in the machine room floor, leading to many uncontrollable safety risks.
• Low renovation cost: Only the traction machine and the corresponding frame need to be replaced, with no major adjustments to the existing mechanical structure, thus maintaining the original mechanical layout of the elevator system. There is no need to replace components related to the suspension ratio, such as additional guide sheaves, steel ropes, car frames, counterweight frames, and rope head frames, which directly saves the procurement cost of these components.
In some special cases, it is necessary to change the suspension ratio. Taking the change from 1:1 suspension to 2:1 suspension as an example, the following factors need to be considered:
• Building structure: On the premise of ensuring the safety of the building structure, new holes must be drilled in the machine room floor, and the load-bearing beams of the traction machine must be rearranged to install the car and counterweight rope head frames, while ensuring they meet the load requirements.
• Elevator design: Not only do the traction machine and the corresponding frame need to be replaced in the elevator machine room, but the frame design in the machine room also requires adding car and counterweight rope head plates. Additionally, return sheaves must be added at the car and counterweight positions inside the elevator hoistway.
• Procurement cost: Since most new elevators on the market currently adopt 2:1 suspension permanent magnet synchronous gearless traction machines, the price of this type of traction machine is relatively low, and the optional range (load capacity, speed, traction sheave diameter, etc.) is also wider.
• Steel rope service life: The increase in the number of return sheaves will lead to more bending of the steel ropes, which will greatly affect the service life of the steel ropes.
• Hoistway top and pit space: The addition of return sheaves at the car and counterweight positions requires recalculation to ensure sufficient space at the top of the hoistway and in the pit, so as to guarantee the personal safety of workers.
• Safety risks: The addition of return sheaves will increase the risk of failures, such as steel rope derailment and bearing failure.
• Noise: The return sheaves at the car and counterweight positions, as rotating components, will increase the noise inside the car; at the same time, due to the miniaturization of the traction machine, the noise generated by the operation of the traction machine (such as wind noise, electromagnetic noise, and mechanical vibration) may theoretically be reduced.
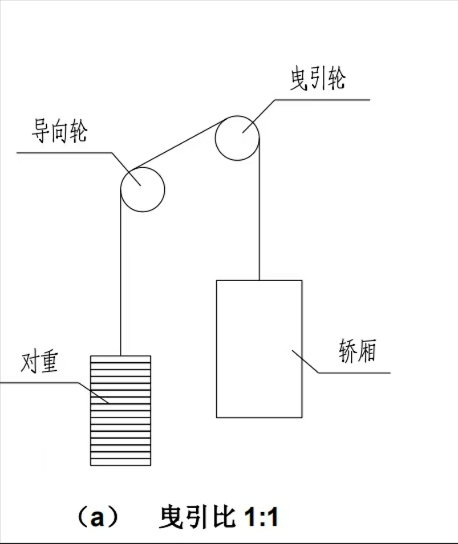
Diagram of 1:1 Suspension Method
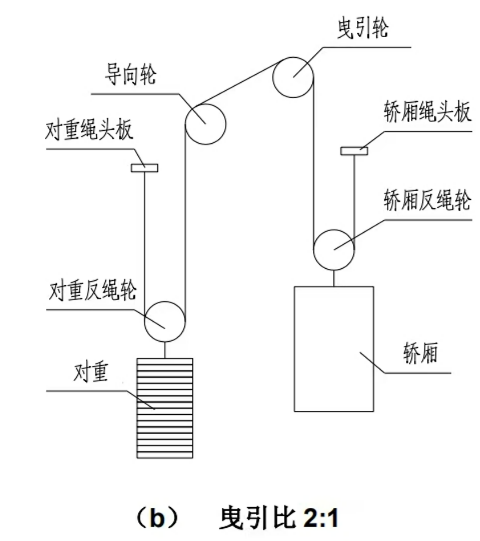
Diagram of 2:1 Suspension Method
2.3 Traction Sheave Diameter
Although the traction machine and frame still need to be replaced when the traction sheave diameter remains unchanged, the original layout of the machine room can be basically maintained. This avoids mismatches between the steel ropes, traction sheave, and guide sheaves caused by layout adjustments.
In actual renovation projects, the traction sheave diameter may need to be changed due to the following factors:
• Traction force and steel rope service life: Changes in the traction sheave diameter will affect the traction force and the service life of the steel ropes.
• Machine room layout adjustment: In some renovation projects, the elevator layout needs to be adjusted due to equipment installation requirements. Appropriately changing the traction sheave diameter can achieve better installation and layout in limited space, making the elevator system more compact. However, it is necessary to check whether the space in the elevator machine room is sufficient to ensure the installation position of the traction sheave, the gap between the traction sheave and surrounding structures, and the space required for maintenance. If the machine room space is limited, the frame design needs to be redesigned, or even a non-standard traction machine needs to be selected.
• Standardization of traction sheave diameter: Since there is no unified standard for traction sheave diameter, renovated elevators have diverse requirements for traction sheave diameters. By selecting traction sheaves with standard diameters from the main engine manufacturer, procurement costs can be reduced and the supply cycle can be shortened.
2.4 Common Issues to Consider When Changing the Suspension Ratio or Traction Sheave Diameter:
• Traction force calculation: According to the requirements in Section 5.11 of the new standard GB/T 7588.2-2020, the traction force must be recalculated to ensure it meets the safety requirements of the elevator under various working conditions (loading, emergency braking, stagnation, etc.). To improve the traction force, the following adjustments can be considered:
◦ Adjust the overall elevator configuration to reduce the tension difference on both sides of the traction sheave, such as increasing the car weight and adding compensation devices.
◦ Adjust the frame design to increase the wrap angle, such as maximizing the traction sheave diameter, adding rope-pressing guide sheaves, and increasing the center height of the traction sheave and guide sheaves.
◦ Adjust the groove shape of the traction sheave to increase the equivalent friction coefficient, such as increasing the angle of the lower notch of the groove and changing the U-shaped groove to a V-shaped groove.
• Steel rope safety factor: According to the requirements in Section 5.12 of the new standard GB/T 7588.2-2020, the steel rope safety factor (Sf) must be recalculated. If the steel rope safety factor is insufficient, adjustments can be considered, such as modifying the groove shape of the traction sheave, reducing the number of bends, and avoiding reverse bends.
• Power system matching: The parameters of the drive motor, such as power, torque, and speed, need to be rematched to ensure the motor can provide sufficient power to drive the elevator, while avoiding waste caused by over-design.
• Braking torque matching: During elevator renovation, the braking torque must be sufficient but not excessive. It should ensure reliable deceleration or stopping of the elevator under various working conditions (such as loading and emergency braking) to guarantee passenger safety and improve riding comfort.
3. Summary
This article is a brief summary based on the market practice and experience of Nidec Elevator Components in renovation projects. The analysis of influencing factors such as traction machine type, suspension ratio, and traction sheave diameter is helpful for the selection of traction machines and the design of frames in elevator renovation. For specific renovation projects, technical personnel need to communicate fully with customers to understand details such as the project budget, delivery cycle, and building machine room conditions. They should then introduce the advantages and disadvantages of various schemes to customers in detail, and the final renovation scheme shall be determined by the customer.
News Recommendations

Meeting "Ni" | Nideco Elevator Components Make Debut at 2026 China International Elevator Exhibition
2026-06-20
Nidec Elevator Components Guangde Co., Ltd. Grandly Opens, Empowering Global Intelligent Manufacturing Upgrade for Core Elevator Components
2026-06-20
New Opportunities on the Silk Road: Exploring Kazakhstan's Elevator Market
2026-06-20
Nidec Ultra-Thin Machine Retrofit Solution
2026-03-21
The modular single teeth winding for stator,sets a new standard for high-efficient production
2026-03-02